红星机器颚式破碎机是我公司出口到澳大利亚的主要破碎产品,大动颚是该颚式破碎机的竞争优势。在颚式破碎机的破碎过程中,大动颚持续受到大石块的强烈冲击,因此红星机器对传统大动颚的铸造工艺进行了改进和升级,使大动颚的耐磨性能和使用寿命都有显著提升。
颚式破碎机大动颚的材质为JEP0025,化学成分为c≤0.2%,si=0.25%~0.6%,mn=1.4%~1.6%,p≤0.04%,s≤0.025%,ni≤0.4%,ct≤0.3%,mo≤0.15%,力学性能要求屈服强度230MPa,抗拉强度430~480MPa,伸长率22%,断面收缩率65%,硬度125~175HBW。该铸件工况条件及其恶劣,工作时受到矿石周期性的强烈冲击,因此关键部位要求超声波检测,转角部位磁粉检测,保证无裂纹。
大动颚铸件外形尺寸长4060mm、宽1510mm、高1070mm,上部大平面加工后厚度85mm,下部厚度76mm,两侧立壁和中间三个立壁厚度均为70mm,上下孔直径125mm,侧面出砂孔直径150ram。颚式破碎机大动颚的结构属于箱体类,铸造中排气较为困难,容易产生变形,浇注过程中腔芯容易移位造成上下壁厚和立墙壁厚尺寸不符合要求。
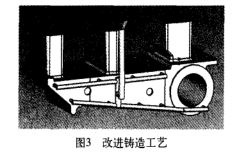
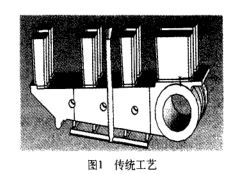
改进大动颚铸造工艺是在传统工艺基础上,改进浇注系统,将底返式浇注系统改为分两层从侧面注入的缓冲阶梯式浇注系统。该浇注系统有利于温度场的调整及气体、夹渣上浮,从而减少气孔和砂眼缺陷的产生。改进工艺及效果如下:
(1)改进腔芯的排气方式
由于上下面的孔直径125mm较小,传统工艺所设排气道容易被钢液钻入封死,造成呛火,尤其是上箱用盖芯生产,保持腔芯排气孔畅通非常困难。改进工艺后,腔芯气体由侧孔排出,腔芯1和腔芯4通过排气芯头将气体排入侧面砂型,腔芯2和腔芯3通过专用排气砂芯穿过腔芯1和腔芯4将气体排入侧面砂型。
(2)改进冒口的位置和尺寸
原工艺四排8个冒口,改进工艺后设3个冒口,在提高工艺出品率的同时,有利于腔芯与盖芯之间用专用加固芯撑背牢,防止腔芯漂起。制作专用芯撑将腔芯在砂型内固定背牢,防止腔芯在浇注过程中移位和漂起。内腔上部非加工面工艺补正量调整为8mm,保证加工后上部大平面壁厚。
(3)改变压箱方式
传统工艺直接用压铁压在盖芯上,改进工艺在盖芯上先压两根长6500mm、宽350mm、高250mm的长梁,并在长度方向两端与下箱箱口背实,再放压铁,防止压力不均压坏盖芯和腔芯,也防止各盖芯压力不均在浇注过程中抬芯。工艺改进后生产了一件大动颚,加工后上平面气孔和砂眼明显减少,铸件各部分尺寸合格,达到预期效果,满足了生产。
本次红星机器通过找出颚式破碎机大动颚铸造缺陷产生的根本原因,结合公司车间的实际生产情况和生产条件,设计了更加先进合理的铸造工艺,提高了整个颚式破碎机的技术含量,我们欢迎想要进一步了解我公司颚式破碎机的客户来电咨询。